




Новая коллекция дверей элит и премиум класса по доступным ценам




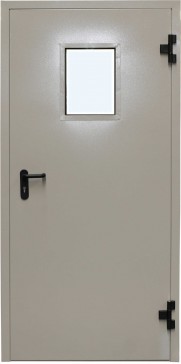
Технические двери отличаются доступной стоимостью, что важно при обустройстве ими помещений на предприятиях, в подвалах, мастерских или комнат с инвентарем. Нередко их монтируют на выходах, которыми пользуются только во время эвакуации или в щитовых и лифтерных. Небольшая стоимость конструкции не означает низкое качество, потому что изготовление технических дверей осуществляется на современном оборудовании и по технологиям, позволяющим создавать надежные изделия из холоднокатаной стали и бюджетных изоляционных материалов.
 Для масштабного выпуска технических дверей высокого качества на заводах используется современное оборудование с точной резкой и гибкой листов стали, что кардинально отличается от гаражных кустарных аналогов. Процесс начинается с раскройки металла, где лазерная установки с движущейся головкой перемещается по заданному шаблону и вырезает точные элементы. Так создаются заготовки под короб и профиль полотна. На станке сразу прорезаются отверстия под петли. Данная технология позволяет выпускать детали с ровными краями и соблюдением нужного размера без погрешностей.
Для масштабного выпуска технических дверей высокого качества на заводах используется современное оборудование с точной резкой и гибкой листов стали, что кардинально отличается от гаражных кустарных аналогов. Процесс начинается с раскройки металла, где лазерная установки с движущейся головкой перемещается по заданному шаблону и вырезает точные элементы. Так создаются заготовки под короб и профиль полотна. На станке сразу прорезаются отверстия под петли. Данная технология позволяет выпускать детали с ровными краями и соблюдением нужного размера без погрешностей.
Дальше заготовки размещаются на прессе, где имеется матрица с прямым углом, в которую сталь вдавливается входящей ответной частью. При помощи этой технологии изготавливаются стойки короба и загибается борт полотна. На каждом изделии можно выполнить несколько гибов, что дает ступенчатую форму профиля и впоследствии возможность размещения на нем нескольких контуров уплотнителя.
Чтобы украсить внешний вид полотна листы стали подвергаются штамповке с выдавливанием узора в виде прямоугольных плиток или арки. Далее производство технических металлических дверей осуществляется при помощи контактной сварки или полуавтомата, где два подготовленных листа с загнутыми бортиками приставляются друг к другу и соединяются короткими швами с промежутком в 200-300 мм. Это образует жесткую конструкцию, способную сохранять правильную геометрию и выдерживать нагрузки при эксплуатации.
Предварительно в полость закладывается утеплитель. Если это конструкция обычного назначения, то используется гофрокартон, а при противопожарных дверях применяется минеральная вата, которая полностью не горючая и не выделяет вредных испарений. На коробке размещаются петли скрытого или открытого типа. Их может быть от трех до четырех. Возможно изготовление дверей с двумя равнозначными створками для широких проемов или с основной и вспомогательной, открывающейся по необходимости.
Полотно снабжается противосъемными штырями, привариваемыми на торце створки со стороны петель и заходящими в коробку. В закрытом положении, при срезании петель открытого типа, двери не выпадут наружу. Для усиления области вокруг замков могут применяться броненакладки или комплексная защита.
 Чтобы технические двери долго сохраняли приемлемый вид их покрывают специальным составом:
Чтобы технические двери долго сохраняли приемлемый вид их покрывают специальным составом:
Используемое порошковое напыление в производстве технически дверей содействует их длительной защите от коррозии даже при уличной установке или в помещениях с высокой влажностью. Такая покраска хорошо переносит воздействие ультрафиолета, а также имеет плотную структуру, что оберегает двери от царапин и сколов.
После окрашивания на изделие приклеиваются контуры уплотнения. Пустотелая резинка с липким основанием размещается по периметру на выступах коробки и створки. Это герметизирует проем не только от пыли и мусора, но и от холодного воздуха или неприятных запахов. На противопожарных моделях используется графический материал, который вспенивается от нагрева и защищает внутреннюю сторону от проникновения дыма.
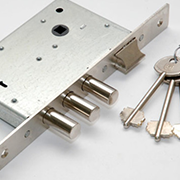
 На заключительном этапе производства выполняется врезка замков. Ввиду технического назначения за такими полотнами редко хранят ценные материалы, поэтому достаточно запорных устройств 2-го класса взломостойкости. Чаще всего изделия комплектуются цилиндрическими замками с четырьмя ригелями диаметром 13-16 мм. На створке просверливаются отверстия под ручку, скважину и глазок.
На заключительном этапе производства выполняется врезка замков. Ввиду технического назначения за такими полотнами редко хранят ценные материалы, поэтому достаточно запорных устройств 2-го класса взломостойкости. Чаще всего изделия комплектуются цилиндрическими замками с четырьмя ригелями диаметром 13-16 мм. На створке просверливаются отверстия под ручку, скважину и глазок.
Применяется при изготовлении технических металлических дверей и пятиканальная система запирания, где предварительно внутрь вставляются направляющие с ригелями. На конце вставочных прутьев имеются петли для попадания крюков от замка, чтобы объединить весь механизм. Это дает более прочную фиксацию двери в проеме при попытках силового взлома.
Интернет-магазин «Надежные двери» содержит большой ассортимент технических дверей. Имеются модели на одну, полторы и две створки, а также противопожарные полотна с графическим уплотнителем и сертификатом огнестойкости.